
Not too many years ago laser-style high security automotive keys were only used by the rich and famous. Mercedes, BMW and Saab were the first manufacturers to use high security car keys. These keys were more a curiosity than a profit maker for most locksmiths. Due to the low volume, only a small percentage of locksmiths at that time invested in the specialized key machines needed to duplicate high security keys.
As insurance companies began seeing an increase in auto theft, they demanded better vehicle security protection. One result has been a gradual shift towards high security key systems. Mitsubishi is one of the last holdouts. Every other major car company has one or more models which use laser-cut, high security key systems. Even as some vehicles become equipped with pushbutton starting systems, almost all of the emergency keys for these vehicles continue to use high security keyways. Offering a duplication service for high security vehicle keys has now become a necessity for every locksmith business.
Kaba Ilco Corp. has responded to this need with their new 057 HS automotive high security key duplicator. This economical machine occupies a workbench space of only 11” X 15”. It is a dedicated machine strictly manufactured for the duplication of two-track and four-track, internal and external high security automotive keys. With few exceptions, every popular high security automotive key can be duplicated by using the vise jaw and 2.5 MM cutter and guide furnished as standard equipment with the 057 HS machine.
Most high security key blank blades are within a standard thickness range and have blade edges which can be easily clamped in a vise for duplication. A few key blanks such as an Ilco S50HF-P for Mercedes or the Ilco HU66-P for VW, Porsche & Audi have blade edges which are not easily held in a standard vise jaw. Kaba-Ilco has two sets of optional clamping adapters for holding these types of keys. An optional 2 MM cutter and guide are also available to be used when duplicating newer type Lexus emergency keys having cuts on only one side of the blank.
There are two lever controls on the 057 HS machine. On the right is the traverse lever. It controls both space and depth movement of the vise jaw. To the left is the Z-axis lever. It controls vertical movement of the cutter and guide. A knob on the right side is the Z-axis locking knob. Once the correct cutter height is made, the Z-axis locking knob is used to tighten the cutter and guide in that position. All key cutting action is done by movement of the traverse knob.
Adjusting Cutter Blade Guide Heights
A unique feature of the 057 HS machine is its set of calibration keys. If the operating height of the cutter and guide are not coordinated correctly, it is possible to touch the cutter against the jaw and damage either or both parts. Calibration keys are designed to prevent such an accident. Calibration keys are marked ‘L’ and ‘R’. The ‘R’ calibration key is .002 thicker than the ‘L’ calibration key. To adjust cutter height, install the calibration keys in the left and right jaws according to the ‘L’ and ‘R’ markings. Install the required cutter guide into the sleeve on the left side until it bottoms out, then tighten in place.
Insert the required cutter into the right hand spindle and lower the head assembly until the guide touches the ‘L’ calibration key. While holding slight downward pressure against the ‘L’ calibration key, move the cutter against the ‘R’ calibration key and tighten the cutter in place. Two set screws retain the cutter in place on 057 HS machines. Cutter/Guide heights are coordinated when both guide and cutter touch the calibration keys at the same time. Once the calibration keys are removed, the cutter will be .002 higher than the guide which prevents the cutter from touching the jaw if the guide should come in contact with the jaw.
Vise jaws have another unique feature. If for any reason the vise jaw becomes damaged or worn, small jaw sections which hold the key blank can be removed and replaced with new sections which saves the cost of complete vise jaw replacement.
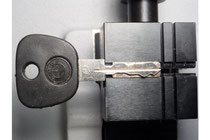
High security automotive keys are designed with a variety of different blank thicknesses. After duplication, the amount of metal remaining in the center of the key is called the web. Web thickness is very important. If the web is too thin, the key is weakened. If the web is too thick, there is a possibility that the new duplicate will not enter into the vehicle lock cylinders.
Before each duplication procedure and with the 057 HS machine turned OFF, first place the original key into the key vise and under the key guide. Use the Z-axis lever to move the guide downward into any cutout area near the front of the original key. Gently touch the cut surface and then tighten the guide height at that position using the Z-axis locking knob. Next insert the new key blank into place.
High security automotive key systems may have either a shoulder stop or tip stop design. Shoulder stop key shoulders are aligned against the front of the jaw. Tip stop key blades can be of several different lengths depending on the lock design and amount of cut spaces in the lock. Two grooves are machined into the vise jaw and a set of tip stop gage bars are included with the 057 HS machine. Depending on the tip stop key length, gage bars are inserted in the front or rear grooves and the tip of the original key and key blank are pressed against the tip stop gages and tightened into position for perfect tip alignment.
Once the keys have been correctly tightened and proper cutter height has been set, key cutting can begin. When viewed from above, the cutter blade is spinning in a clockwise direction. Just as with a saw blade, optimum cutting action takes place in only one direction. For a four-track, external cut key, begin on the right side of the key and near the bow. Move the cutter along the key towards the tip. Move around the tip of the key and continue cutting the left side beginning at the tip and moving the cutter back towards the bow. Do not try to complete the key cuts in one pass. Move the cutter away from the key and back to the right side and begin a second and third pass if needed beginning each pass at the key bow.
Two track and internal design keys each have their own cutter direction requirements. The 057 HS manual and an 057 HS CD video training manual provide good fundamental instructions for operating the 057 HS machine.
The 057 HS machine is equipped with an ‘invertor friendly’ 110 volt motor which draws approximately 230 watts (460 peak) and is ideal for mobile use. Cutter changing, height adjustments and final key cutting take only a few moments per key. A protective transparent circular cutter shield can be rotated out of the way during cutter changing and adjusting. However, whenever using any key cutting equipment, always use safety glasses for additional protection.




Write a comment
dama (Tuesday, 08 December 2015 14:01)
小伞锁匠 0402741928 开锁 修锁 ,换锁,安装, 信箱锁,大门锁,拉门锁,玻璃门锁,纱门锁。
sunyy (Monday, 04 January 2016 11:54)
悉尼专业锁匠-小伞锁匠
车锁 门锁 开启
换锁芯 配芯片车钥匙
修锁
各类锁类维护,更换,配钥匙:安装大门锁,安装玻璃拉门锁,安装铝合金门锁,安装窗户锁,安装信箱锁
安装汽车锁 价格优惠
安装高保安信箱锁房卡,电梯卡,门卡,门禁卡
车库摇控,汽车遥控器.家庭,商业 restricted system
0402 741 928
www.arialocks.com
gary (Thursday, 07 January 2016 13:56)
Aria Locksmiths 悉尼小伞锁匠,专业匹配各类车钥匙, 遥控, 车库门遥控等.
专业开启汽车锁不损车, 专业开启各品牌车锁 e.g. 本田,丰田,马自达,伏特,霍顿,宝马,奔驰, 奥迪,路虎.... www.arialocks.com/悉尼开锁锁匠/
0402741928
james (Monday, 11 January 2016 12:36)
小伞贴膜,小伞开锁
jim (Thursday, 14 January 2016 11:18)
悉尼专业锁匠-小伞锁匠
车锁 门锁 开启
换锁芯 配芯片车钥匙
修锁
各类锁类维护,更换,配钥匙:安装大门锁,安装玻璃拉门锁,安装铝合金门锁,安装窗户锁,安装信箱锁
安装汽车锁
安装高保安信箱锁房卡,电梯卡,门卡,门禁卡
车库摇控,汽车遥控器.家庭,商业 restricted system
0402 741 928
www.arialocks.com
steve (Monday, 18 January 2016 00:52)
Aria Locksmiths Sydney 是一家注册华人锁匠公司(中文名,小伞锁匠)我们的服务范围包括住宅,商业,厂房,学校的门锁维护工作, 如:开锁, 配钥匙,钥匙丢失,修锁,换锁,保险箱,检测安装电子门锁扣, 搬入新物业换锁/锁芯,我们可以根具客户需要提供并安装不同级别种类新锁,保险箱,按键锁,电子锁,我们店/服务车存有各类锁,可现场拷贝钥匙,车钥匙,车库门遥控,电梯卡,开启各类型车锁,配各车型电子芯片车钥匙 ,汽车遥控器等。我们可以为您的物业进行24小时紧急开,
换锁服务,被盗后保全物业,Eviction等等。我们安装制作
restricted system,保证您管理钥匙颁发数量。我们是专业持牌locksmith,拥有
专业执照和资历,同时拥有澳洲锁业协会,澳新锁业协会认可。
gary (Monday, 18 January 2016 12:33)
小伞锁匠 0402741928 开锁 修锁 ,换锁,安装, 信箱锁,大门锁,拉门锁,玻璃门锁,纱门锁。。。。
nick (Sunday, 24 January 2016 01:50)
悉尼开锁专业锁匠Aria Locksmiths 0402 741 928
Locksmiths services
l 悉尼地区紧急开锁- 专业开车锁,专业开门锁
l 专业换锁芯提供换新钥匙悉尼 换锁
l 悉尼锁匠店锁类齐全,专业注册锁匠公司
l 专业配芯片车钥匙,匹配汽车遥控钥匙,遥控器
l 专业维护,开启各类锁,保险箱。修锁,换锁,安锁,装锁,配锁,配钥匙,安装Dead Lock大门锁,加装锁,apartment门锁, 球形锁,防火门锁,安装保安车库门锁换锁,玻璃拉门锁,铝合金门锁,悉尼 换锁,窗户锁,信箱锁换锁,汽车锁,保险箱,检测,维护办公室电动门锁,配电梯卡,加装高级防盗锁,电子锁,按键锁,磁卡锁.
l 持有澳洲专业资历及执照, Master License Number 000100169, All work guaranteed
david (Thursday, 28 January 2016 12:19)
小伞锁匠 0402741928 开锁 修锁 ,换锁,安装, 信箱锁,大门锁,拉门锁,玻璃门锁,纱门锁。
ipad (Sunday, 07 February 2016 00:00)
服务最优,专业负责
chris (Saturday, 13 February 2016 12:25)
悉尼小伞锁匠 Aria Locksmith持牌安装restricted key system, 镍银合金限量钥匙, do not copy,无法在各地key cut柜台复制. 好处有:1, bushiness owner,商店老板可以放心给员工钥匙而不用担心他们出去copy 多份,从而危及到商店公司财产.
2, property owner, 房东可以明确掌握租客数量, 已防租客做二房东, 对物业造成过度使用及折旧.
3, 钥匙严格登记使用及复制, 只有授权人才能授权我们(小伞锁匠, aria locksmith)复制及派发新钥匙, 大副增加钥匙管理透明度.
悉尼小伞锁匠网址 http://www.arialocks.com
buce (Saturday, 12 March 2016 13:20)
小伞锁匠 0402741928 开锁 修锁 ,换锁,安装, 信箱锁,大门锁,拉门锁,玻璃门锁,纱门锁。。。。
isec (Friday, 25 March 2016 22:59)
Aria Locksmiths 悉尼小伞锁匠,专业匹配各类车钥匙, 遥控, 车库门遥控等.
专业开启汽车锁不损车, 专业开启各品牌车锁 e.g. 本田,丰田,马自达,伏特,霍顿,宝马,奔驰, 奥迪,路虎.... www.arialocks.com
george (Monday, 28 March 2016 11:08)
悉尼专业锁匠-小伞锁匠
车锁 门锁 开启
换锁芯 配芯片车钥匙
修锁
各类锁类维护,更换,配钥匙:安装大门锁,安装玻璃拉门锁,安装铝合金门锁,安装窗户锁,安装信箱锁
安装汽车锁
安装高保安信箱锁房卡,电梯卡,门卡,门禁卡
车库摇控,汽车遥控器.家庭,商业 restricted system
0402 741 928
www.arialocks.com
sa (Saturday, 02 April 2016 14:33)
小伞锁匠 0402741928 开锁 修锁 ,换锁,安装, 信箱锁,大门锁,拉门锁,玻璃门锁,纱门锁。。。。
ak (Saturday, 02 April 2016 14:34)
悉尼小伞锁匠, 专业开启,维护,安装保险箱,保险柜
Jake (Thursday, 14 April 2016 15:14)
小伞锁匠 0402741928 开锁 修锁 ,换锁,安装, 信箱锁,大门锁,拉门锁,玻璃门锁,纱门锁。。。。
emma (Saturday, 16 April 2016 14:54)
小伞锁匠 开锁 修锁 换锁
jack (Sunday, 01 May 2016 14:44)
小伞锁匠 0402741928 开锁 修锁 ,换锁,安装, 信箱锁,大门锁,拉门锁,玻璃门锁,纱门锁
gary (Sunday, 08 May 2016 11:00)
悉尼开锁专业锁匠Aria Locksmiths 0402 741 928
Locksmiths services
l 悉尼地区紧急开锁- 专业开车锁,专业开门锁
l 专业换锁芯提供换新钥匙
l 悉尼锁匠店锁类齐全,专业注册锁匠公司
l 专业配芯片车钥匙,匹配汽车遥控钥匙,遥控器
l 专业维护,开启各类锁,保险箱。修锁,换锁芯,安锁,装锁,配锁,配钥匙,安装Dead Lock大门锁,加装锁,apartment换门锁, 换球形锁,换防火门锁,安装保安车库门锁换锁,玻璃拉门锁,换铝合金门锁,换窗户锁,换信箱锁换锁,换汽车锁,保险箱,检测,维护办公室电动门换锁,配电梯卡,加装高级防盗锁,电子锁,按键锁,磁卡锁.
l 持有澳洲专业资历及执照, Master License Number 000100169, All work guaranteed
l 悉尼全天24小时电话: 0402 741 928
nery (Saturday, 14 May 2016 14:40)
悉尼开锁专业锁匠Aria Locksmiths 0402 741 928
Locksmiths services
l 悉尼地区紧急开锁- 专业开车锁,专业开门锁
l 专业换锁芯提供换新钥匙
l 悉尼锁匠店锁类齐全,专业注册锁匠公司
l 专业配芯片车钥匙,匹配汽车遥控钥匙,遥控器
l 专业维护,开启各类锁,保险箱。修锁,换锁,安锁,装锁,配锁,配钥匙,安装Dead Lock大门锁,加装锁,apartment门锁, 球形锁,防火门锁,安装保安车库门锁换锁,玻璃拉门锁,铝合金门锁,窗户锁,信箱锁换锁,汽车锁,保险箱,检测,维护办公室电动门锁,配电梯卡,加装高级防盗锁,电子锁,按键锁,磁卡锁.
l 持有澳洲专业资历及执照, Master License Number 000100169, All work guaranteed
bruce (Sunday, 15 May 2016 01:45)
悉尼开锁专业锁匠Aria Locksmiths 0402 741 928
Locksmiths services
l 悉尼地区紧急开锁- 专业开车锁,专业开门锁
l 专业换锁芯提供换新钥匙
l 悉尼锁匠店锁类齐全,专业注册锁匠公司
l 专业配芯片车钥匙,匹配汽车遥控钥匙,遥控器
l 专业维护,开启各类锁,保险箱。修锁,换锁芯,安锁,装锁,配锁,配钥匙,安装Dead Lock大门锁,加装锁,apartment换门锁, 换球形锁,换防火门锁,安装保安车库门锁换锁,玻璃拉门锁,换铝合金门锁,换窗户锁,换信箱锁换锁,换汽车锁,保险箱,检测,维护办公室电动门换锁,配电梯卡,加装高级防盗锁,电子锁,按键锁,磁卡锁.
l 持有澳洲专业资历及执照, Master License Number 000100169, All work guaranteed
bruce (Friday, 20 May 2016 23:59)
悉尼小伞锁匠 Aria Locksmith持牌安装restricted key system, 镍银合金限量钥匙, do not copy,无法在各地key cut柜台复制. 好处有:1, bushiness owner,商店老板可以放心给员工钥匙而不用担心他们出去copy 多份,从而危及到商店公司财产.
2, property owner, 房东可以明确掌握租客数量, 已防租客做二房东, 对物业造成过度使用及折旧.
3, 钥匙严格登记使用及复制, 只有授权人才能授权我们(小伞锁匠, aria locksmith)复制及派发新钥匙, 大副增加钥匙管理透明度.
悉尼小伞锁匠网址 http://www.arialocks.com
服务地区:
Ashfield Burwood Epping Kensington Ryde
Auburn Campsie Flemington Marsfield Strathfield
Bankstown Carlingford Gordon Merrylands Sydney City
Berala Chatswood Guildford Parramatta Wolli Creek
Blacktown Eastwood Hurstville Homebush
Rhodes
Lidcombe Zetland
dude (Saturday, 21 May 2016 00:00)
Aria Locksmiths Sydney 是一家注册华人锁匠公司(中文名,小伞锁匠)我们的服务范围包括住宅,商业,厂房,学校的门锁维护工作, 如:开锁, 配钥匙,钥匙丢失,修锁,保险箱,检测安装电子门锁扣, 搬入新物业换锁/锁芯,我们可以根具客户需要提供并安装不同级别种类新锁,按键锁,电子锁,我们店/服务车存有各类锁,可现场拷贝钥匙,车钥匙,车库门遥控,电梯卡,开启各类型车锁,配各车型电子芯片车钥匙 ,汽车遥控器等。我们可以为您的物业进行24小时紧急开,换锁服务,被盗后保全物业,Eviction等等。我们安装制作restricted system,保证您管理钥匙颁发数量。我们是专业持牌locksmith,拥有专业执照和资历,同时拥有澳洲锁业协会,澳新锁业协会认可。
dang (Sunday, 22 May 2016 13:41)
悉尼小伞锁匠Aria Locksmiths 配备上门服务工具车,上门开锁。 锁店锁类批发零售以及各类车钥匙, 我们会根据您的情况为您解决问题,提供相应的产品或建议.我们持牌提供安装限权钥匙系统(Restricted Key System),钥匙无法无授权拷贝(Do Not Copy),保证您物业,财产安全.
悉尼小伞锁匠aria locksmiths可为您提供的锁匠服务包括:
家庭
公司
汽车和遥控器
Restricted Key System
luke (Friday, 03 June 2016 11:43)
小伞锁匠 0402741928 开锁 修锁 ,换锁,安装, 信箱锁,大门锁,拉门锁,玻璃门锁,纱门锁
andy (Wednesday, 20 July 2016 14:48)
悉尼小伞锁匠, 专业开启,维护,安装保险箱,保险柜
Madeline Palmeri (Saturday, 04 February 2017 13:05)
I blog frequently and I seriously appreciate your content. This article has really peaked my interest. I will book mark your website and keep checking for new information about once per week. I subscribed to your RSS feed as well.
Carli Surber (Saturday, 04 February 2017 17:29)
My partner and I absolutely love your blog and find almost all of your post's to be what precisely I'm looking for. can you offer guest writers to write content for you? I wouldn't mind publishing a post or elaborating on a few of the subjects you write in relation to here. Again, awesome weblog!
Antonina Gongora (Sunday, 05 February 2017 05:52)
This is a topic which is near to my heart... Thank you! Where are your contact details though?
Randa Heppner (Sunday, 05 February 2017 07:05)
Wonderful items from you, man. I have remember your stuff prior to and you're just extremely great. I really like what you've got right here, really like what you are saying and the best way wherein you say it. You make it enjoyable and you still care for to keep it smart. I can not wait to read much more from you. That is actually a terrific web site.